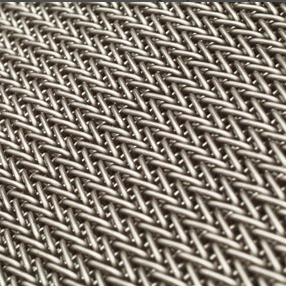
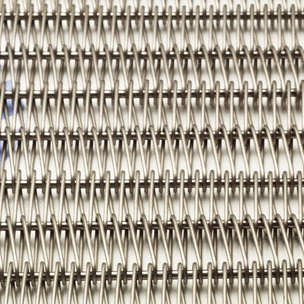
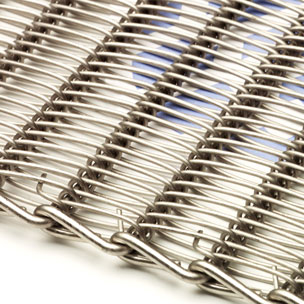
Flat Spiral besteht aus abwechselnd linken und rechten Spiralspulen, die miteinander verwoben und durch miteinander verbundene Querstäbe verbunden sind.
Das abwechselnde Maschendesign von Flat Spiral trägt dazu bei, Spurprobleme zu reduzieren, die durch einseitiges Ausweichen des Bandes verursacht werden.Die kleinen Öffnungen in der Bandkonstruktion bieten Endbenutzern eine flache Förderfläche, die für Produkte geeignet ist, die dazu neigen, durch offenere Maschenkonstruktionen zu rutschen.
Das Band kann mit einer geschweißten, leiterförmigen oder Hakenkante geliefert werden und wird in reibungsangetriebenen Förderanlagen verwendet.Flache Spiralen können auch mit Kettenkanten geliefert werden, wenn eine formschlüssige Antriebskonfiguration erforderlich ist.Flache Spiralen werden am häufigsten aus Edelstahl der Güteklasse 304 geliefert, andere Materialien sind jedoch auf Anfrage erhältlich.
Edge-Verfügbarkeit

Laddered Edge (LD) – nur Netz
Leiterquerdraht ist die Standardkantenbearbeitung für flache Spiralbänder.Die Gürtelkante ist glatt und ermöglicht eine größere Flexibilität der Gürtelkante.Es wird häufig dort eingesetzt, wo Schweißnähte für die Anwendung nicht erwünscht sind.Es ist auch bei Hochtemperaturanwendungen effizienter, da die Leiterkante bei der Verwendung keiner betrieblichen Belastung ausgesetzt ist und daher weniger anfällig für Brüche ist.

Hakenkante (H) – nur Netz
Weniger verbreitet als der Leiterkantentyp, wird die Hakenkante auch oft verwendet, wenn Schweißnähte für die Anwendung nicht erwünscht sind.Dies ist auch eine Option für Anwendungen, bei denen keine Schweißeinrichtungen verfügbar sind.Die Gürtelkante ist glatt und ermöglicht eine Flexibilität der Gürtelkante.

Geschweißte Kante (W) – nur Netz
Diese Anordnung ist weniger verbreitet als die Leiter- oder Hakenkante, da die Flexibilität zwischen der Spule und dem Querdraht an den Kanten verringert ist.Durch das Zusammenschweißen der Spulen- und Querdrähte entstehen keine abgeschnittenen Drahtenden.
Kettenkantengetriebenes Netz
Zusammen mit den oben genannten Maschenkantenabschlüssen können diese Maschen durch Seitenketten angetrieben werden, wobei Querstangen verwendet werden, die durch die Maschenspulen geführt werden, und dann durch Ketten an den Kanten des Maschennetzes.Die Arten der Querstangenausführung an der Außenseite der Seitenkette sind wie folgt:

Mit angeschweißter Unterlegscheibe
Dies ist die gebräuchlichste und wirtschaftlichste Art der Endbearbeitung eines Kettenkantengürtels und besteht aus einem zentralen Netz, das mittels Kantenketten durch das System getragen wird, mit tragenden Querstangen, die sowohl durch das Netz als auch durch die Kantenketten verlaufen.Abhängig von der Maschenquerdrahtteilung können die Querstäbe den durchgehenden Querdraht des Grundgeflechts ersetzen.Die Querstangen sind an den äußeren Kettenkanten mit einer angeschweißten Unterlegscheibe versehen.

Mit Splint und Unterlegscheibe
Diese Art der Montage ist zwar weniger wirtschaftlich, bietet dem Kunden oder Servicepersonal jedoch die Möglichkeit, die Kantenantriebsketten auszutauschen, wenn das Netz und die Stangen noch brauchbar sind.Die Baugruppe besteht aus einem zentralen Netz, das mittels Randketten durch das System getragen wird, mit tragenden Querstangen, die sowohl durch das Netz als auch durch die Randketten verlaufen.Die Querstangen sind außen mit einem Bohrloch versehen, um die Anbringung einer Unterlegscheibe und eines Splints zu ermöglichen.Es ermöglicht auch den Reparaturaustausch von Riemenabschnitten, ohne dass die Stangenköpfe abgeschliffen und wieder zusammengeschweißt werden müssen.
Hinweis: Für eine größere Breitenstabilität der Stangen an der Kette ist es üblich, die Querstangen nach Möglichkeit nach unten gedreht zu liefern, damit sie durch die Randketten verlaufen.
Verschiedene andere Arten der Kettenkantenbearbeitung
Diese beinhalten:-
a. Querstange bündig mit dem Hohlbolzen der Seitenkette verschweißt.Dies ist kein bevorzugter Standard, kann jedoch erforderlich sein, wenn die Breite zwischen den Seitenrahmen des Förderers und anderen Strukturteilen eine Einschränkung darstellt und „geschweißte Unterlegscheiben“ oder „Unterlegscheiben und Splinte“ nicht verwendet werden können.
b.Querstange geschweißt, bündig durch das Bohrloch an den Innenplatten der Rollenförderkette.
Im Allgemeinen sind die kantengetriebenen Riemen mit zwei Arten von Kantenketten erhältlich:

Übertragungskette – hat eine kleine Rolle
Die Seitenplatte der Kettenkante kann entweder auf einem Winkelseitenrahmen oder mithilfe einer Profilschiene abgestützt werden, die zwischen den Seitenplatten verläuft und auf der Rolle abgestützt wird.Alternativ kann es auch ohne Kettenunterstützung ausgeführt werden, wobei das Netz nahe der Kettenkante abgestützt wird.

Förderrollenkette – hat eine große Rolle.
Diese Kettenkante kann auf einem flachen Kantenverschleißstreifen abgestützt werden, wobei sich die Kettenrolle frei entlang der Förderbandlänge dreht.Durch die Rollenwirkung der Kette wird der Kettenverschleiß reduziert und zudem die Betriebsreibung an dieser Stelle verringert.
Antriebsmethoden
Reibungsgetrieben
Die gebräuchlichste Antriebsform ist das parallel angetriebene Walzensystem aus glattem Stahl.Dieses System ist auf den Reibungskontakt zwischen Riemen und Rolle angewiesen, um den Antrieb des Riemens sicherzustellen.
Variationen dieses Antriebstyps umfassen die Beschichtung der Walze mit Materialien wie Gummi, Reibbremsbelägen (für hohe Temperaturen) usw. Durch die Verwendung solcher Reibbelagmaterialien kann die Antriebsspannung im Riemen verringert und somit erhöht werden die Nutzungsdauer des Riemens.
Kettenkantenantrieb
Bei dieser Bandanordnung wird die Querdrahtteilung des Bandgeflechts so hergestellt, dass die Kettenkante das Antriebsmedium darstellt und das Bandgeflecht von den Ketten durch den Kreislauf gezogen wird.
Standardmaterialverfügbarkeit (nur Mesh):
| Material | Maximale Drahtbetriebstemperatur °C |
| Kohlenstoffstahl (40/45) | 550 |
| Verzinkter Flussstahl | 400 |
| Chrom-Molybdän (3 % Chrom) | 700 |
| Edelstahl 304 (1.4301) | 750 |
| Edelstahl 321 (1.4541) | 750 |
| Edelstahl 316 (1.4401) | 800 |
| Edelstahl 316L (1.4404) | 800 |
| Edelstahl 314 (1.4841) | 1120 (Verwendung bei 800–900 °C vermeiden) |
| 37/18 Nickel-Chrom (1.4864) | 1120 |
| 80/20 Nickel-Chrom (2.4869) | 1150 |
| Inconel 600 (2.4816) | 1150 |
| Inconel 601 (2.4851) | 1150 |