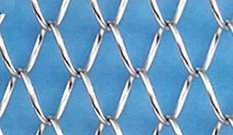
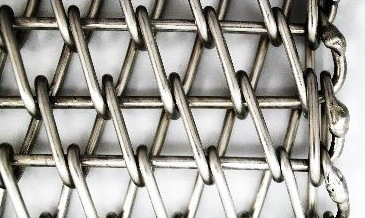
Chain Link zeichnet sich durch ein schlichtes Design aus, bei dem aufeinanderfolgende Spiralwindungen miteinander verflochten sind, um ein offenes Netz zu erzeugen.Kettenglieder können mit geknickten oder geschweißten Kanten geliefert werden.
Indem das Banddesign einfach und dennoch funktional gehalten wird, bietet Chain Link von Wire Belt Company Endbenutzern eine wirtschaftliche und leichte Lösung für Förderanwendungen mit geringer Last.Die große offene Fläche des Chain Link-Designs macht es auch zu einer beliebten Wahl für Trocknungs- und Kühlanwendungen, bei denen der Banddurchfluss von größter Bedeutung ist.
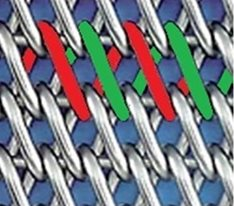
Chain Link kann mit abwechselnd nach links und rechts ausgerichteten Paneelen geliefert werden, um durch das Spulenmuster verursachten Spurführungsproblemen entgegenzuwirken.Es ist auch als stangenverstärktes Kettenglied erhältlich, bei dem Querstangen über die gesamte Riemenbreite eingesetzt werden, um die Gesamttragfähigkeit zu erhöhen.Kettenglieder werden üblicherweise aus Edelstahl der Güteklasse 304 geliefert, andere Stahlsorten sind jedoch auf Anfrage erhältlich.
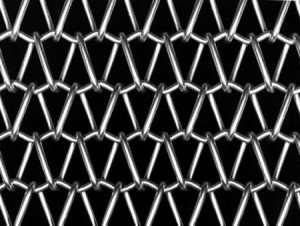
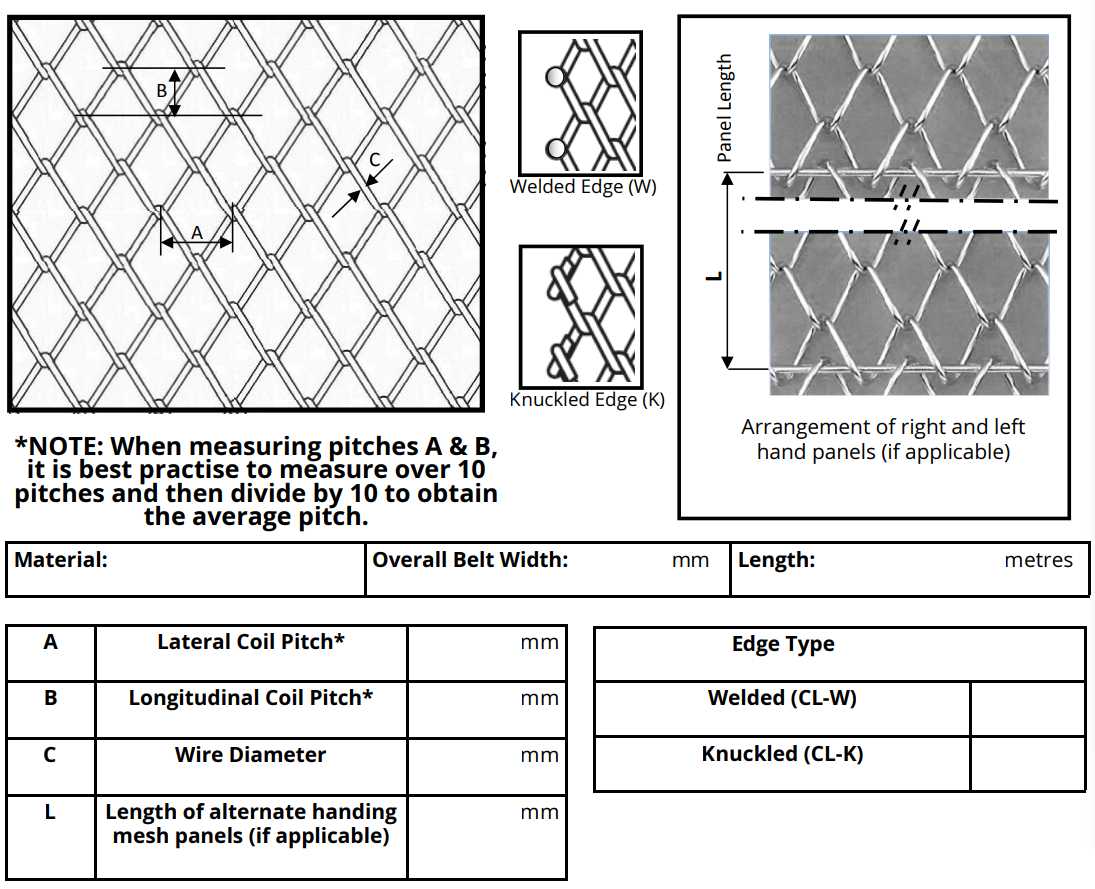
Standardkettenglied (CL)
Die Baugruppe besteht aus unidirektionalen Spulen, wobei jede Spule mit der nächsten verbunden ist.Bei der Verwendung als reibungsgetriebener Riemen kann die Baugruppe abwechselnd Abschnitte aus links und rechts montierten Paneelen aufweisen.Jedes Gürtelfeld ist mit einem Durchgangsdraht mit dem nächsten gegenüberliegenden Handwebfeld verbunden – siehe unten.Die Verkleidung des Bandes mit linken und rechten Spulenabschnitten trägt dazu bei, dass sich das Band nicht an allen Umlaufrollen und Bandstützen abzeichnet.Viele reibungsangetriebene Bänder sind jedoch nicht auf diese Weise verkleidet und verlassen sich auf ihr Gewicht und das Förderbandführungssystem, um einen geraden Lauf des Bandes sicherzustellen.
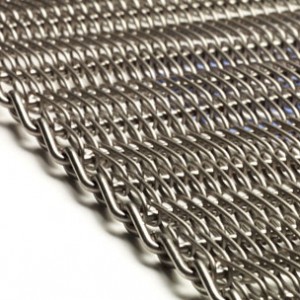
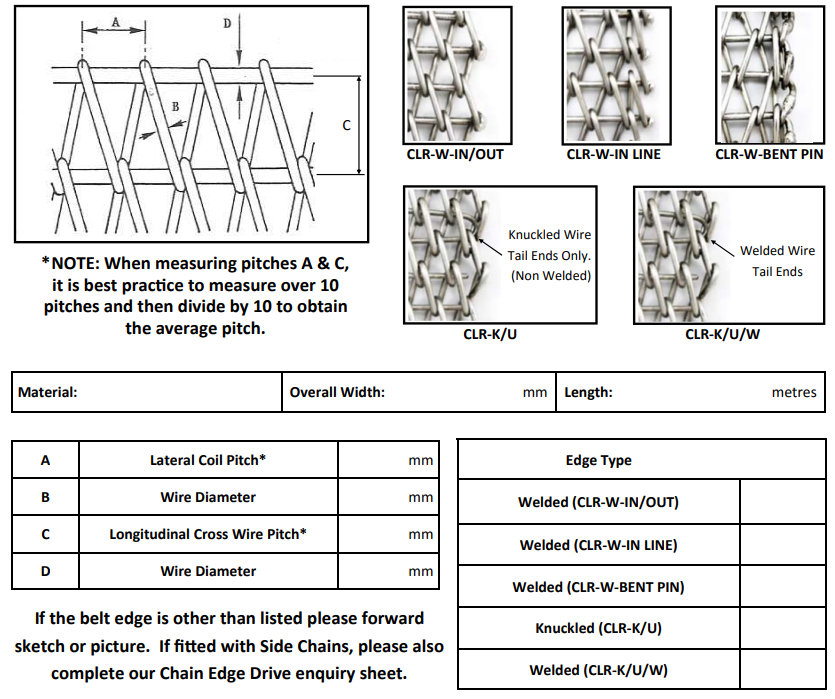
Stabverstärktes Kettenglied (CLR)

Um dem Riemen Festigkeit und seitliche Stabilität zu verleihen, sind die ineinandergreifenden Spulen mit einem Durchgangsdraht verbunden.Dieser Durchgangsdraht ist an den Kanten in verschiedenen Ausführungen versehen, darunter geschweißt, leiterförmig, geknickt und geschweißt sowie komprimiert und geschweißt.Bei Anfragen senden Sie uns bitte entweder ein Bild oder eine Skizze der Gürtelkante zu.Bei ausschließlicher Verwendung als reibungsangetriebener Riemen kann die gleiche Verkleidungsbaugruppe wie oben beschrieben erforderlich sein.
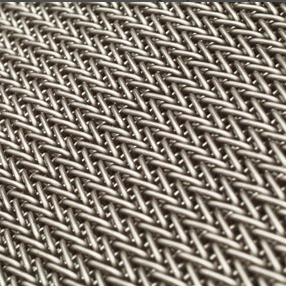
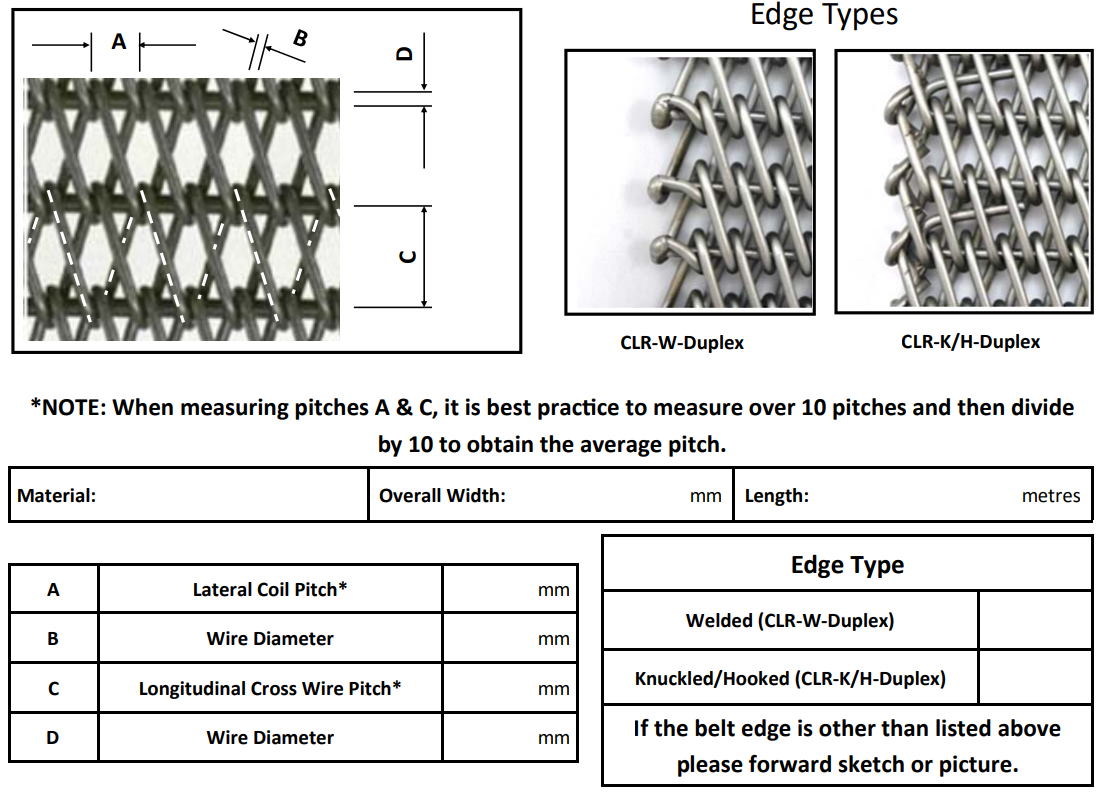
Stabverstärktes Kettenglied – Duplex (CLR-Duplex)
Um die Riemenfestigkeit noch weiter zu erhöhen und die offene Fläche zu reduzieren, ist eine Duplex-Version der standardmäßigen Stabverstärkung erhältlich.Die Baugruppe besteht aus zwei ineinandergreifenden Standardspulen an jeder Position.
Standardkettenglied (CL)
Diese sind so konzipiert, dass sie den Kundenanforderungen entsprechen, sind jedoch im Allgemeinen mit seitlichen Spulendrahtabständen von 5,08 mm bis 25,4 mm erhältlich, kombiniert mit einer Vielzahl von Drahtdurchmessern und Längsabständen, um der Anwendung gerecht zu werden.
Stabverstärktes Kettenglied (CLR)
| Seitlicher Spulenabstand (mm) | Spulendrahtdurchmesser (mm) | Längsquerdrahtabstand (mm) | Querdrahtdurchmesser (mm) |
| 16.93/15.24 | 2.03 | 16.93/19.05 | 2,64 |
| 2,64 | 2,95 | ||
| 2,95 | 3.25 | ||
| 3.25 | 4.06 |
Stabverstärktes Kettenglied – Duplex (CLR-D)
| Seitlicher Spulenabstand (mm) | Spulendrahtdurchmesser (mm) | Längsquerdrahtabstand (mm) | Querdrahtdurchmesser (mm) |
| 8.47 | 2.03 | 16.93/19.05 | 2,64 |
| 2,64 | 2,95 | ||
| 2,95 | 3.25 | ||
| 3.25 | 4.06 | ||
| 5.08 | 2.03 | 10.16 | 2,64 |
Alle Abmessungen sind in Millimetern (mm) angegeben und unterliegen den Fertigungstoleranzen der Wire Belt Company.
Edge-Verfügbarkeit

Geschweißte Kante (W) – nur Gitter ohne Verstärkungsstäbe
An den Bandrändern werden die Spulendrähte zusammengeschlungen und verschweißt.Diese Art der Kantenbearbeitung ermöglicht einen relativ glatten Abschluss der Gürtelkante und ist die wirtschaftlichste Variante dieser Gürtelart.

Knuckled Edge (K) – nur Netz ohne Verstärkungsstäbe
Das Ende jedes Spulendrahts wird in eine U-Form zurückgebogen und dann mit der benachbarten Spule verriegelt.Die „U“-Form wird dann sicher geschlossen, um eine dauerhafte Verbindung mit der nächsten Spule herzustellen.Diese Formation ermöglicht außerdem eine größere Flexibilität der Bandkanten und minimiert den Spannungsaufbau an diesen Stellen.

Kantenabschluss für standardmäßige stangenverstärkte (nur Netz) Kettengliedergürtel
Dazu gehören die folgenden:
Geschweißter Kettengliedstab verstärkt (CLR-W – IN/OUT).Die Querstäbe haben zwei unterschiedliche Stablängen, um dem Kantenmuster der Spulenverbindung gerecht zu werden.Die Querstangen werden in einem „In-Out“-Montagemuster an die Spulen geschweißt.

Geschweißte Kettengliederstange verstärkt (CLR-W-IN LINE).Alle Querstäbe sind gleich lang, wobei jede zweite Spulenkante zusammengedrückt ist, um ein „In-Line“-Finish zu erreichen.
Kettengliedstangenverstärkter gebogener Stift mit geschweißten Kanten (CLR-W-BENT-PIN).
Bei dieser Baugruppe werden die Querstäbe an den Enden um 90° gebogen und mit dem vorangehenden Spulendrahtende verschweißt.Um die Kanten des Riemens auszurichten, wird jede alternative Spule vor dem Schweißen an den Kanten zusammengedrückt.
Knöchelkettenglied „U“ mit Kreuzstab verstärkt (CLR-K/U).

Bei dieser Art der Montage sind die Querstangen paarweise in einer U-Formation im Haarklammerstil aufgebaut.Die „U“-förmigen Querstäbe werden durch die geknickten Spulenkanten an Ort und Stelle gehalten und beim Zusammenbau des Gürtels abwechselnd von beiden Seiten eingeführt.
Als Option zu dieser Kantenanordnung kann der Enddraht der geknickten Spulenkanten auch wieder an die Spule geschweißt werden (CLR-K/U/W).
Kantenabschluss für stangenverstärkte Duplex-Kettengliedergürtel (nur Netz).

Geschweißtes Duplex-Kettenglied (CLR-W-Duplex).Die Baugruppe besteht aus Paaren miteinander verflochtener Spulendrähte, wobei die Spulenenden an den Kanten direkt an gleichlange Querdrähte geschweißt sind.
Gelenk-/Haken-Duplex-Kettenglied (CLR-K/H-Duplex).

Geschweißtes Duplex-Kettenglied (CLR-W-Duplex).Die Baugruppe besteht aus Paaren miteinander verflochtener Spulendrähte, wobei die Spulenenden an den Kanten direkt an gleichlange Querdrähte geschweißt sind.
Gelenk-/Haken-Duplex-Kettenglied (CLR-K/H-Duplex).
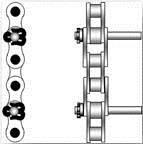
Kettenkantengetriebenes Netz:
Zusammen mit den oben genannten Maschenkantenabschlüssen können diese Maschen durch Seitenketten mit Querstangen angetrieben werden, die durch die Maschenspulen und dann durch Ketten an den Kanten des Maschennetzes geführt werden.Die Arten der Querstangenausführung an der Außenseite der Seitenkette sind wie folgt:
Mit angeschweißter Unterlegscheibe
Dies ist die gebräuchlichste und wirtschaftlichste Art der Endbearbeitung eines Kettenkantengürtels und besteht aus einem zentralen Netz, das mittels Kantenketten durch das System getragen wird, mit tragenden Querstangen, die sowohl durch das Netz als auch durch die Kantenketten verlaufen.Abhängig von der Maschenquerdrahtteilung können die Querstäbe den durchgehenden Querdraht des Grundgeflechts ersetzen.Die Querstangen sind an den äußeren Kettenkanten mit einer angeschweißten Unterlegscheibe versehen
Mit Splint und Unterlegscheibe
Diese Art der Montage ist zwar weniger wirtschaftlich, bietet dem Kunden oder Servicepersonal jedoch die Möglichkeit, die Kantenantriebsketten auszutauschen, wenn das Netz und die Stangen noch brauchbar sind.Die Baugruppe besteht aus einem zentralen Netz, das mittels Randketten durch das System getragen wird, mit tragenden Querstangen, die sowohl durch das Netz als auch durch die Randketten verlaufen.Die Querstangen sind außen mit einem Bohrloch versehen, um die Anbringung einer Unterlegscheibe und eines Splints zu ermöglichen.Es ermöglicht auch den Reparaturaustausch von Riemenabschnitten, ohne dass die Stangenköpfe abgeschliffen und wieder zusammengeschweißt werden müssen.
Hinweis: Für eine größere Breitenstabilität der Stangen an der Kette ist es üblich, die Querstangen nach Möglichkeit nach unten gedreht zu liefern, damit sie durch den Hohlstift der Randketten verlaufen.
Verschiedene andere Arten der Kettenkantenbearbeitung
Diese beinhalten:
A.Querstange bündig mit dem Hohlbolzen der Seitenkette verschweißt.Dies ist kein bevorzugter Standard, kann jedoch erforderlich sein, wenn die Breite zwischen den Seitenrahmen des Förderers und anderen Strukturteilen eine Einschränkung darstellt und „geschweißte Unterlegscheiben“ oder „Unterlegscheiben und Splinte“ nicht verwendet werden können.
B.Querstange ist bündig durch die Bohrung an den Innenlaschen der Rollenbahnkette geschweißt.
Im Allgemeinen sind die kantengetriebenen Riemen mit zwei Arten von Kantenketten erhältlich:

Übertragungskette – hat eine kleine Rolle
Die Seitenplatte der Kettenkante kann entweder auf einem Winkelseitenrahmen oder mithilfe einer Profilschiene abgestützt werden, die zwischen den Seitenplatten verläuft und auf der Rolle abgestützt wird.Alternativ kann es auch ohne Kettenunterstützung ausgeführt werden, wobei das Netz nahe der Kettenkante abgestützt wird.

Förderrollenkette – hat eine große Rolle.
Diese Kettenkante kann auf einem flachen Kantenverschleißstreifen abgestützt werden, wobei sich die Kettenrolle frei entlang der Förderbandlänge dreht.Durch die Rollenwirkung der Kette wird der Kettenverschleiß reduziert und zudem die Betriebsreibung an dieser Stelle verringert.
Antriebsmethoden
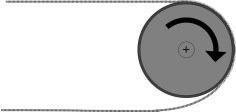
Reibungsgetrieben
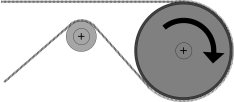
Die gebräuchlichste Antriebsform ist das parallel angetriebene Walzensystem aus glattem Stahl.Dieses System ist auf den Reibungskontakt zwischen Riemen und Rolle angewiesen, um den Antrieb des Riemens sicherzustellen.
Variationen dieses Antriebstyps umfassen die Beschichtung der Walze mit Materialien wie Gummi, Reibbremsbelägen (für hohe Temperaturen) usw. Durch die Verwendung solcher Reibbelagmaterialien kann die Antriebsspannung im Riemen verringert und somit erhöht werden die Nutzungsdauer des Riemens.
Kettenkantenantrieb
Bei dieser Bandanordnung wird die Querdrahtteilung des Bandgeflechts so hergestellt, dass die Kettenkante das Antriebsmedium darstellt und das Bandgeflecht von den Ketten durch den Kreislauf gezogen wird.
Standardmaterialverfügbarkeit (nur Mesh)
| Material | Maximale Drahtbetriebstemperatur °C |
| Kohlenstoffstahl (40/45) | 550 |
| Verzinkter Flussstahl | 400 |
| Chrom-Molybdän (3 % Chrom) | 700 |
| Edelstahl 304 (1.4301) | 750 |
| Edelstahl 321 (1.4541) | 750 |
| Edelstahl 316 (1.4401) | 800 |
| Edelstahl 316L (1.4404) | 800 |
| Edelstahl 314 (1.4841) | 1120 (Verwendung bei 800–900 °C vermeiden) |
| 37/18 Nickel-Chrom (1.4864) | 1120 |
| 80/20 Nickel-Chrom (2.4869) | 1150 |
| Inconel 600 (2.4816) | 1150 |
| Inconel 601 (2.4851) | 1150 |
Bevor Sie eine Auswahl für Hochtemperaturanwendungen treffen, wenden Sie sich an unsere technischen Vertriebsingenieure, um herauszufinden, welche Drahtsorte für die Anwendung am besten geeignet ist, da die Drahtfestigkeit bei erhöhten Temperaturen abnimmt.